معرفی قالب های مختلف تزریق پلاستیک
در واقع یک قالب مانند تصویر نگاتیو یک عکس بوده که هندسه منحنی های قالب به طور مستقیم بر روی شکل قطعه تزریق پلاستیک شده تاثیر می گذارد.
قالب های تزریق پلاستیک
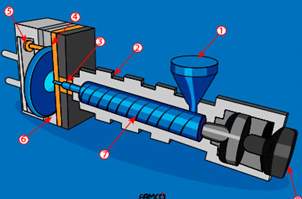
مواد ترموپلاستیک با حرارت گرفتن قابلیت تغییر شکل دادن پیدا کرده و می توانند به فرم مورد نظر ما در بیایند. سپس با کاهش میزان حرارت سختی خود را بدست می آورند. این مواد بعد از مذاب شدن و تزریق، شکل محفظه قالب خود را می گیرد. در روش قالب گیری تزریقی پلاستیک ماده ترموپلاست گرم محفظه قالب را پر می کند در این روش ماده ترموپلاست گرم و محفظه قالب سرد است که پس از تزریق مواده به شکل و فرم قالب در می آید و سخت می شود. مواد ترموپلاست قابل بازیافت بوده و بعد از چندین بار استفاده می توانند دوباره مورد استفاده قرار گیرند. مواد ترمو پلاستیک به صورت گرانول دانه یا پودر در دستگاه تزریق پلاستیک ریخته شده و محصول نهایی ار تولید می کند.

کاربردهای قالبگیری تزریق پلاستیک
قالبگیری تزریق پلاستیک روش برتر در تولید قطعات پلاستکی محسوب میشود. قالبهای تزریق در تولید طیف وسیعی از محصولات مانند لوازم الکتریکی منزل، ظروف، درب بطریها، اجزای داخلی خودروها و بیشتر محصولات پلاستیکی موجود، نقشی اساسی ایفا میکنند.
برخورداری از قابلیت ساخت قطعات با قالب چند کویته و در حقیقت تولید همزمان چندین محصول در مدت یک سیکل کاری، قالبگیری تزریق را به گزینهای ایدهآل جهت تولید حجم بالای محصولات بدل نموده است. دقت بالا، تکرارپذیری، طیف وسیع مواد مصرفی، هزینه نیرویکار کم، دورریز اندک و نیاز به ملزومات کم برای نهایی کردن محصولات پس از قالبگیری، همه و همه از مزایای قالبگیری تزریق پلاستیک محسوب میگردند.

از معایب آن نیز میتوان به هزینه بالای ماشینابزار و نیاز به پیشنمونه (Prototype) اشاره کرد (از جائیکه برخی قطعات پیچیده ممکن است در طی فرآیند تزریق دچار مشکلاتی از قبیل تاب برداشتن یا سطح ناصاف شوند). در نتیجه، در طراحی قطعات تزریق پلاستیک میبایست نکات قالبگیری دقیقی را لحاظ نمود.


معمولا بیشتر هزینه اولیه صرف ساخت قالب تزریق پلاستیک می شود: ساخت یک قالب معمول از حدود ۲۰۰۰ تا ۵۰۰۰ دلار برای قالب های ساده و تیراژ های نسبتا پایین (بین ۱۰۰۰ تا ۱۰۰۰۰) شروع شده و می تواند برای قالب های تیراژ بالا تا ۱۰۰هزاردلار بالا رود. قالب های تزریق پلاستیک معمولا با ماشین CNC از آلومینیوم یا استیل ساخته می شوند و سپس تا استانداردهای بالا پولیش، پرداخت و پست پروسس می شوند. به جز نگاتیو قطعه، قالب های تزریق پلاستیک قابلیت هایی مثل سیستم تزریق ، کانال های داخلی خنک کننده با آب و… را که به سرعت پروسه کمک می کنند در خود جای می دهند.

ساختمان قالب های تزریق پلاستیک
قالب های تزریق پلاستیک ازنظر کلی به دونوع تقسیم می شوند:
- قالب های تزریق پلاستیک با راهگاه سرد
- قالب های تزریق پلاستیک با راهگاه گرم

انواع قالب های تزریق پلاستیک از نظر ساختمانی
- قالب های تزریق پلاستیک دو صفحه ای
- قالبهای سه صفحه ای که تعداد صفحات قالب و خط جدایش آن ها بر اساس عواملی مانند تعداد حفره های قالب، شکل قطعه پلاستیکی، نوع ماشین تزریق، نوع مواد مصرفی و سیستم خروجی هوا و … تعیین می شوند.
بخش های قالب تزریق پلاستیک
- بخش ثابت قالب (نیمه ثابت) که در این نیمه مواد گرم تزریقی پلاستیک تزریق می شوند.
- بخش متحرک (نیمه محرک) که رد قسمت متحرک ماشین تزریق بسته می شوند و سیستم و مکانیزم بیرون اندازی قطعات اکثرادر آن قرار دارد.

انواع قالب های دستگاه تزریق بر اساس تعداد حفره
- قالب های تزریق پلاستیک تک حفره ای
- قالب های تزریق پلاستیک چند حفره ای

قالب های تزریق پلاستیک تک حفره ای
قالب تزریق تک حفره ای ارزان و مقرون به صرفه بوده و دارای طراحی ساده و زمان ساخت کم می باشد. از این قالب ها برای تولید قطعات پلاستیکی محدود استفاده می گردد.
قالب های تزریق پلاستیک چند حفره ای
اگر تعداد فرآورده های تولیدی زیاد باشد، بخصوص در مواردی که سایز قطعه هم کوچک باشد از روش طراحی و ساخت قالب های تزریق پلاستیک چند حفره ای استفاده می شود.
قالب های پلاستیک های ترموست (باکالیت)
در این روش قالب در حالت سرد می باشد و مواد نیز سرد است و بعد از تغذیه مواد، قالب را تحت حرارت قرار می دهند و مواد شکل وفرم محفظه قالب را به خود می گیرد و سخت می شود. پلاستیک های ترموست یا دورپلاست ها تحت تاثیر فشار و حرارت 170 درجه سانتی گراد تولید می شوند. ابتدا نرم شده و به حالت پلاستیک درمی آیند ولی بعد از مدتی سخت می شوند و خصوصیت اصلی این مواد آن است که پس از سخت شدن مجداً قابل نرم شدن و استفاده مجدد نیستند و در هیچ نوع ماده حلالی قابل حل نمی باشند و پس از سخت شدن، تغییرات شیمیایی فهمی درآنها روی می دهد. گروه پلاستیک های ترموست یا باکالیت یا گرما سخت ها که این گروه بر اثر حرارت دیدن سخت می شوند و باعث تغییرات شیمیایی در این مواد می شوند که برآنها ترموست یا باکالیت می گویند.

انواع قالب های مواد ترموست (باکالیت)
در روش قالبگیری مواد ترموست، مواد درمحفظه قالب به مرور گرم و حرارت می بینند و بعد به داخل قالب گرم تغذیه می شوند و این مواد نرم شده شکل و فرم حفره و محفظه های قالب را ه بر اثر فشار قالب می گیرد و بر اثر تغییرات شیمیایی خنک و به بیرون قالب انداخته می شوند.

روش قالب گیری مواد ترموست
- قالب گیری انتقالی: در این روش مواد از درون یک یا چند کانال، تحت فشار از میان محفظه بازدهی به داخل حفره قالب تزریق می شوند وقالب قبل از شروع کار جفت و بسته می شود.
- قالب گیری تحت فشار: در روش قالب گیری تحت فشار پودر یا ساچمه ها یا قرص ها مواد در محفظه قالب ریخته می شود و با بسته شدن قالب، تحت فشار و حرارت فرم قطعه دلخواه را می گیرد.
- قالب گیری تحت فشار پیستون: در روش قالب گیری تحت فشار پیستون مواد ترموست تحت فشار پیستون که شکل رویه قطعه کار را می سازد به درون محفظه و حفره قالب وارد می شود و تحت فشار و حرارت فرم لازم را می گیرد.


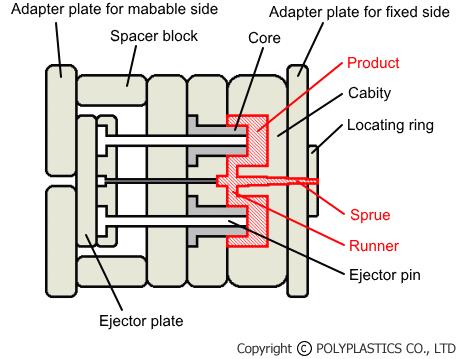
آناتومی یک قالب تزریق پلاستیک
ساده ترین قالب تزریق پلاستیک، قالب Straight-pull است.
اجزاء قالب تزریق پلاستیک Straight-pull
- قسمت Cavity یا حفره
- قسمت Core یا هسته
این قالب ها پر استفاده ترین قالب ها در تزریق پلاستیک هستند. طراحی و ساخت آنها آسان است که کل هزینه را به نسبت پایین می آورد.

محدودیت های قالب تزریق پلاستیک Straight-pull
- قطعه حتما باید روی هر طرف هندسه دوبعدی داشته و بیرون زدگی نداشته باشد.
- اگر هندسه های پیچیده تری مدنظر است، لازم است از قالب هایی با هسته Side-Action یا دیگر اینسرت ها استفاده شود.
هسته های Side-Action المان های متحرکی هستند که از بالا یا پایین وارد قالب شده و ساخت قسمت های بیرون زده را امکان پذیر می کنند.
دو قسمت یک قالب: ساید A و ساید B
قطعات تزریق پلاستیک دو طرف دارند: ساید A که مقابل حفره است (نیمه جلویی قالب) و ساید B که مقابل هسته(نیمه پشتی قالب) است.
تفاوت دو قسمت قالب ساید A و ساید B
- قسمت A معمولا ویژگی های ظاهری بهتری داشته و قسمت Cosmetic نامیده می شود. سطوح قسمت A نرم بوده و بافتی متناسب با طراحی شما خواهند داشت.
- قسمت B معمولا شامل المان های سازی ای و پنهان قطعه (مثل ستون ها و…) می شود. به همین دلیل به این قسمت سایدِ کاربردی یا Functional می گویند. سایدِ B معمولا سطوح خشن تری دارد و جای پین های انژکتور روی آن دیده می شود.