دستگاه تزریق پلاستیک هیدرولیکی
دستگاههای تزریق پلاستیک هیدرولیکی در سالهای آخر دهه 30 میلادی برای اولین بار روانه بازار گردید. در این سیستم فشار پشت قالب فقط به وسیله روغن ایجاد می شود و سیلندر هیدرولیکی فشار را تحمل می کند. البته مقدار زیادی روغن و پمپ بسیار قوی لازم است که قادر به انتقال سریع این مقدار روغن از مخزن به داخل سیلندر باشد.
دستگاه تزریق پلاستیک هیدرولیکی
دستگاههای تزریق پلاستیک هیدرولیکی در سالهای آخر دهه 30 میلادی برای اولین بار روانه بازار گردید، اما با تولید دستگاه های تزریق پلاستیک تمام الکتریکی کم کم تزریق هیدرولیکی را تحت تاثیر قرار داد. با این حال هنوز هم دستگاه تزریق پلاستیک هیدرولیکی مقرون به صرفه تر و مناسب تر می باشد. در دستگاه تزریق پلاستیک هیدرولیکی از جک های هیدرولیکی برای بستن قالب های دستگاه استفاده می شود، بعد از بسته شدن مواد اولیه ذوب شده به داخل قالب تزریق شده و بعد از خنک شدن دو نیمه قالب از همه جدا شده و قطعه خارج می گردد و به همین ترتیب سیکل مورد نظر تکرار می شود.

یکی از مهمترین قسمت های دستگاه تزریق پلاستیک واحد گیره می باشد که باید تحمل قفل کردن دو قالب در طول زمان تزریق را داشته باشد که منجر به تولید پلیسه نگردد. به طور مثال بار یک قطعه جدار نازک و عمیق نیروی قفل کنندگی 3 تا 4 تن بر اینچ مربع نیاز است. برای قطعات ضخیم تر نیروی قفل 2 تن بر اینچ مربع مناس است. امروزه دستگاههای تزریق پلاستیک هیدرولیکی قادرند تا نیروی قفل گیرهای برابر ۸۰۰۰ تن را ایجاد کرده و قطعاتی با وزن ۵۰ پوند را تولید نمایند. تولید توسط دستگاههای هیدرولیکی یکی از گزینههای معروف در صنعت خودروسازی بشمار میرود، تولید قطعات بزرگ، سنگین همانند سپر توسط این نوع از دستگاهها صورت میگیرد.

مزایای دستگاه های تزریق پلاستیک هیدرولیکی نسبت به تمام برقی
1. نیروی قفل گیره بیشتر برای قطعات بزرگ
2. نرخ تزریق بالاتر
3. مقاومت بالا نسبت به سایش و شکست
4. حجم تزریق بیشتر
5. توانایی پران بهتر
6. توانایی استفاده از آکومولاتور جهت کنترل سرعت گیره
7. هزینه اولیه خرید پایین
8. کم هزینه و در دسترس بودن قطعات یدکی آن
9. سهولت در استفاده برای پروژههای سطح بالا
10. وجود بسیاری از قطعات آن در بازار دست دوم به دلیل محبوبیت و فراوانی این دستگاهها

نقاط ضعف دستگاه های تزریق پلاستیک هیدرولیکی
1. مصرف انرژی بالا دستگاههای هیدرولیکی در حالت ایدهآل
2. دمای تزریق بالاتر
3. زمان خنکشو بیشتر
4. امکان نشتی روغن برای محیطهای بهداشتی
5. پر سر و صداتر و کم دقتتر از دستگاههای برقی

اما با افزایش نیروی قفل گیره و پیشرفت سیستمهای کنترلی، دقت و بازدهی دستگاههای هیدرولیکی نیز بهبود یافته است.
سیستم هیدرولیکی دستگاه تزریق پلاستیک
در این سیستم فشار پشت قالب فقط به وسیله روغن ایجاد می شود و سیلندر هیدرولیکی فشار را تحمل می کند. البته مقدار زیادی روغن و پمپ بسیار قوی لازم است که قادر به انتقال سریع این مقدار روغن از مخزن به داخل سیلندر باشد. اصولا سیستم تمام هیدرولیک با اختلاف زیادی نسبت به روش مکانیکی دارد برای ماشین هایی که قدرت آن از حدود 300 تن به بالا باشد مناسب است که به وسیله شیر روغن، تعیین و تنظیم فشار شت قالب به دلخواه امکان پذیر باشد.
معمولا مشکل می توان به وسیله یک سیلندر هیدرولیک هم صفحه متحرک را در یک فاصله نزدیک 100 سانتی متری به حرکت در آورد و هم برای ایجاد فشار پشت قالب از آن استفاده کرد. زیرا با حجم زیاد سیلندر که باید تمام آن را ابتدا از روغن پر شده و سپس فشار با ازیاد مقدا روغن در داخل سیلندر افزایش یابد و این افزایش چند لحظه ای به طول خواهد انجامید. باید دانست که رسیدن به فشار حداکثر خیلی مشکل است. حداکثر فشار مجاز بر روغن نکته ای است که باید رعایت گردد. بنابراین سیلندر را جداگانه بکار انداخته و از سیستم هیدرومکانیک و یا تمام هیدرولیک با دو حرکت جداگانه استفاده کرد.
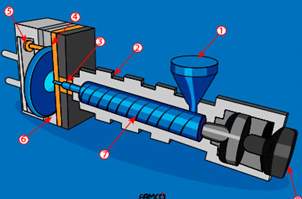
اجزای سیستم هیدرولیکی دستگاه تزریق به صورت زیر است:
- سیلندر چرخ دنده ای، جهت تنظیم ضخامت قالب
- صفحه ثابت نگهدارنده ستون های ماشین
- پیستون جانبی
- سیلندرهای بزرگ حرکت دهنده قالب گیر
- مدخل روغن برای سیلندر بزرگ
- صفحه متحرک قالب گیر
- قالب
- صفحه ثابت
به هر حال فشار پشت قالب در حدود 100 الی 120 کیلوگرم در هر سانتی متر مربع صفحه قالب گیر تعیین می شود.