محاسبه حجم تزریق بر حسب گرم
برای یک ماشین با ظرفیت خاص، تولید کنندگان معمولا 2 واحد تزریق را برای انتخاب پیشنهاد می کنند. هر دو واحد معمولا دارای 3 مجموعه ماردون و سیلندر مختلف هستند. به منظور انتخاب مونتاژ صحیح، اندازه شات باید به عنوان درصد از ظرفیت تزریق محاسبه شود و باید بین 25 تا 65 درصد باشد تا قطعات با کیفیت خوب بتوانند ساخته شوند.
محاسبه مقدار گرم واحد تزریق

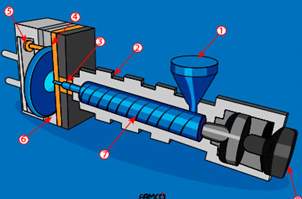
جهت محاسبه مقدار گرم واحد تزریق باید به موارد زیر آگاهی داشته باشیم:
1) مواد پلاستیکی
2) زمان سیکل
3) زمان خنک کاری
4) وزن شات (وزن قطعه، وزن رانر سرد، تعداد کویتی)
5) بیشترین فشار مورد نیاز
6) نرخ پلاسیتک سازی
7) نرخ تزریق
8) فشار و زمان نگهداشت

برای یک ماشین با ظرفیت خاص، تولید کنندگان معمولا 2 واحد تزریق را برای انتخاب پیشنهاد می کنند. هر دو واحد معمولا دارای 3 مجموعه ماردون و سیلندر مختلف هستند. به منظور انتخاب مونتاژ صحیح، اندازه شات باید به عنوان درصد از ظرفیت تزریق محاسبه شود و باید بین 25 تا 65 درصد باشد تا قطعات با کیفیت خوب بتوانند ساخته شوند. بیشترین ماردون و سیلندر قابل مونتاژ در گرم پلی استایرن (GPPS) مورد استفاده قرار می گیرند. برای محاسبه ظرفیت شات برای مواد غیر از GPPS، باید چگالی ذوب شده ماده در نظر گرفته شود.
فرض کنید با یک ماردون و سیلندر مونتاژ شده داریم. قطر ماردون 56 میلی متر و ظرفیت 510 گرم پلی استایرن باشد. حجم تزریق برای پلی پروپیلن (PP) چقدر می باشد؟
فرض کنید چگالی ذوب شده استایرن برابر 0.945 گرم بر سانتی متر مکعب می باشد. چگالی ذوب شده پلی پروپیلن برابر 0.74 گرم بر سانتی متر مکعب است.
محاسبه حجم تزریق پلی پروپیلن به صورت زیر می باشد:
(چگالی PP / چگالی GPPS) * ظرفیت سیلندر GPPS گرم = (0.74*0.945)*510 گرم= 399 گرم پلی پروپیلن
بنابراین حداکثر ظرفیت تزریق پلی پروپیلن برای قطر ماردون 56 میلی متر برابر 399 گرم می باشد. در مرحله باید مطمئن شویم که اندازه شات حداکثر و حداقل بین 25٪ تا 65٪ قرار دارد. اگر اندازه شات برای قالب تزریق 110 گرم باشد اندازه شات به عنوان نسبت کل ظرفیت تزریق برابر (110*399)*100= 28% است.

در مرحله بعد 3 معیار زیر باید تایید شود که در محدوده واحد تزریق با قطر ماردون 56 میلی متر باشد:
1) فشار تزریق
2) نرخ پلاستیک سازی
3) نرخ تزریق
موارد بالا می توانند از دو روش بدست آیند. اولین روش براساس تجربه و یا قطعات مشابه است که می توان فشار تزریق را به طور مستقیم از روی صفحه بدست آورد. اما نکته مهم این است که باید قطر ماردون ها یکسان باشد. روش دوم بر اساس نرم افزار های شبیه سازی می باشد. در این روش می توان نتایج بدست آمده را با کارکرد واقعی دستگاه مقایسه و صحت سنجی کرد. باید توجه داشت که قطر ماردون انتخاب شده بر روی کیفیت و بهره روی قطعات تولیدی تاثیر گذار است.